
磨棒鋼の変遷
わが国における磨棒鋼の歴史は、線材製品同様、東大阪の枚岡地区が発祥の地であり、生駒の水車の力を利用して最初に製造された。今から遡ること100年以上前(1911年)の明治44年のことである。
三輪商店の三輪利一氏が最初に磨棒鋼を生産したと言われているが、殆ど同じ頃、現在の大阪磨シャフ卜(株)の創業者である岡田米蔵氏が同地において、伸線引抜業として個人創業されており、当時の様子は関西磨棒鋼工業協同組合が発刊した『回顧録三十年一磨ー』の中に窺うことが出来る。
以下に、草創期に於ける枚岡地区の磨棒鋼工場の実体について同誌より抜粋して紹介する。
「場所は大阪府中河内郡額田村(現在の東大阪市山手町)生駒山系の額田谷13番地の水車工場で、業界草創功労者O氏が経営していた。額田谷には江戸時代から35台の水車が有り、各水車工場を山口天寺屋を一番とし、上に登る順に番号で呼んでいた。それ等の水車工場の内金属の伸線引抜をしていたのは一割程度で、他の多くは製粉工場であった。
O工場の明治26年より銅、真鍮の伸線引抜をしていたが、初めて鉄の伸線をしたのは明治44年頃、大阪市M商店より注文で3/8インチ(9.52ミリ)の六角棒鋼の引抜であった。これが、現在の引抜磨棒鋼の始まりとされている。
水車の直径は18尺(5.4メートル)で、馬力は現在のモーターに換算すると2馬力ないし3馬力といわれる。谷川を流れる水量によって馬力は変動した。
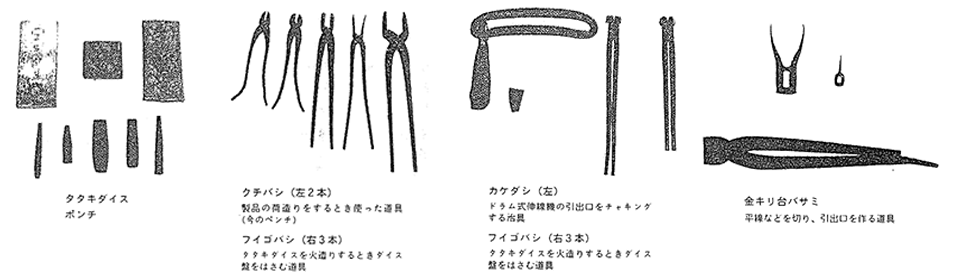
最初の引抜は盤台から樫製のドラムにワイヤーロープを巻付けて引抜く方法であった。タタキダイスを作るのに高度の熟練技術を必要とした。従業員は5人程度、山の中の工場で電灯のない時代であったので、日の出とともに作業開始、日の入りとともに終業した。休日は月2回の1日と15日であった。
朝に材料を一人当たり60キロ程度担いで登り、夜に一日の製品を担いで帰った。
当時のO工場の月産は銅、真鍮、鉄を含めて5トン程度であった。製品は大八車で大阪市内の問屋に運ばれた。製品の用途は自転車の部品が多く、他にガス燈の部品となった。当時額田谷の水車一台の価値は、田地一町歩(約99アール)の作得に匹敵するといわれた。」
以上が磨棒鋼の始まりであった。当時は、動力も水車の為、製品寸法も2分から5分位までであり六角材が殆どだった。この様に最初磨棒鋼製造は鉄線引きから誕生した。
一方太物サイズでは明治末期から大正にかけて紡績機用伝導シャフ卜に旋盤磨きが使われ始めたが、当時はこれを磨棒鋼とは言わず、“カワムキ”と言っていた。動力が水力からモーターに切り換わった大正後半になると企業数もだんだん増え始め、生産技術も日進月歩向上したが、ハード面でもドローベンチが性能の向上と同時に大型化した。また引抜ダイスの向上も見逃せない。草創期のタタキダイスから超硬のダイスが出現し、業界の発展に大きく貢献した。
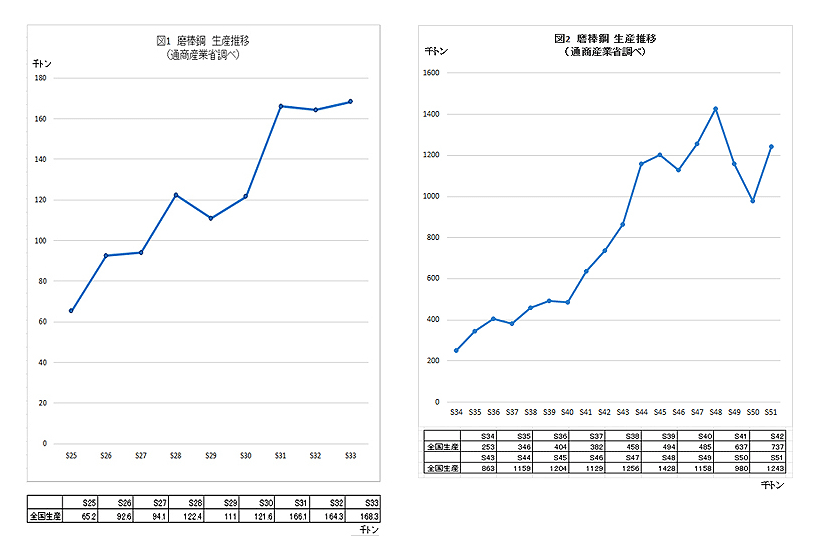
第一次大戦前に至りわが国の鉱工業が大きく伸長するに従って磨棒鋼の需要も増大し、従来の非能率的な生産方式は逐次改善されていった。特に満州事変やこれに引き続いての日支事変の勃発は国産品の依頼度を益々高めてゆき、遂に昭和12~13年頃には磨棒鋼の輸入制限措置がとられるに及んだ。特に兵器関係を中心とした弾丸鋼、快削鋼の需要が活発となり、このため業界の技術水準の向上と共に生産数量も年々増加し、昭和19年には6万トンに達し戦前の最高を記録した。終戦後、やっと世情も落ち着きを取り戻し始めた昭和25年の全国生産量は65千トン、5年後の昭和30年には122千トンとほぼ倍増した。
1 草創期時代(工具類)
また戦後、高炉メーカーの相次ぐ合理化計画の実施と積極的な海外技術の導入によって、磨棒鋼用素材の品質も飛躍的に向上した。磨棒鋼業界でも素材の向上と需要業界である自動車、産業機械、油圧機器関連等の需要に応える様な設備の近代化と増設が必要であった。
ちょうどこの頃バーインコイルの製造が開始され、また時期を同じくして西独シュマーグ社の連続引抜機が輸入され、磨棒鋼業界の技術革新は急加速した。このシュマーグ社の連続引抜機を最初に導入したといわれている宮崎精鋼(株)の 50年史によると、当時の社長宮崎清三郎(故人)は昭和31年秋、大学を卒業したばかりの長男俊則をただちに西独に出張させているが、当時の様子を次の様に述べている。「……現在高炉業界が進めている設備近代化に対応して、磨棒鋼引抜設備の近代化を進めねばならない。世界で最優秀の引抜機械はどこの国にあるのか。そしてそれはどんな機械なのか。世界最新鋭の引抜技術と設備について調査することが、今回の海外出張の目的である。」
結局翌年1月に伊藤忠商事の扱いで発注したと同時に、シュマーグ社製センターレスグラインダー、又キーザリング社製矯正機及ひマルメディ社製伸線機も輸入契約したのである。
さて、シュマーグ社製の連続引抜機が導入されて以降わが国における磨棒鋼の細物(13ミリ以下)の概念は、一挙に改まった。
再度50年史を引用すると「製品の鮮やかな鏡面肌は、まさに磨棒鋼の名にふさわしかった。また製品の精度は革命的であった。その上、引抜スピード(毎分40メートル)は従来のものの約4倍で、生産性は10倍以上に達した。しかも製品歩留まりは、対コイル素材の98.4%の実績を示し、従来にくらべて3~4%の向上となった。」
この様にバーインコイルの出現とともに連続引抜機の輸入がいかに磨棒鋼業界にとって革命的な技術だったかが窺えるのである。また、同時に業界のリーダー達の努力により政府の優遇措置を得られたことも見逃せない。各地区組合の代表は関係官庁との折衝努力の結果、昭和33年3月、磨棒鋼連続引抜機に始まり、その後各種の合理化設備について税制優遇特別措置の適用を受けることに成功した。これら合理化機械の特別償却制度や、昭和35年の中小企業近代化資金等助成法の指定業種になった事等も大いに磨棒鋼業界の躍進に貢献した。こうして昭和35年には西独シュマーグ社製の連続引抜機は、12基稼働段階に入り、また5基が新たに設置予定にある程、積極的に設備投資が行われていった。
この時期の連続引抜機や、芯無し研削機(ピーリングマシン )、芯無し研磨機(センターレスグラインダー)等の導入は、当業界に技術革新の一大エポックを画するものであった。昭和33年の全生産が168千トンで、15年後の昭和48年には実に約 8.5倍の1,428千トンと驚異的な伸びとなった。 (図2参照)
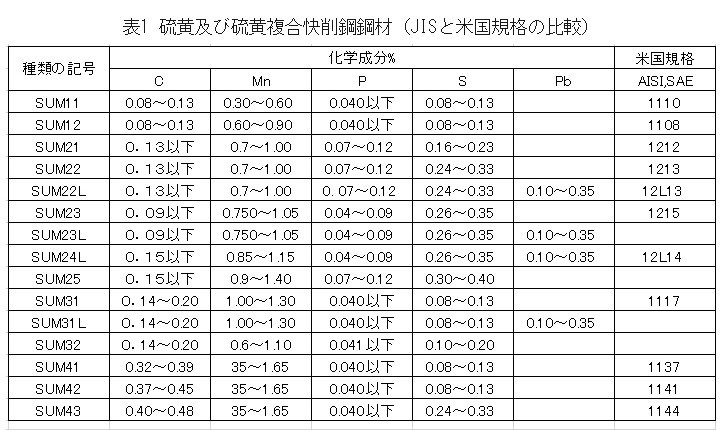
更にモータリゼーションの発展に伴って、自動車部品業界へのシェアが拡大したが、同時に大量生産の為に様々な快削鋼が開発されていった。特に六軸旋盤の普及で、磨棒鋼の特徴である、より表面肌が良く、より寸法精度が良く、より真直性が良いものに加え、より被削性の高い材質が求められるようになった。これらの様々な快削鋼も殆とが米国で開発されたものであり、高炉メーカーや特殊鋼メーカーでも昭和40年代の前半までは米国の規格のAISIがそのまま呼称として用いられていた。(表1参照)
しかしこの様な需要増加の中にも構造的な変化の芽が出始めていた。それは冷間鍛造における技術革新であった。エンドユーザーに直結する自動車では、より良い品質をより安価に作る事が不可欠の条件であり、そして欧米諸国に追いつく事が重要な課題であった。昭和40年代になると、冷間圧造用鋼線(CH鋼線)の素材の向上と、部品メーカーの積極的な鍛圧機及び関連設備に対する投資の結果、特に25.4ミリ(1インチ)以下のサイズにおけるボルトナット類はもとより、スパーク・プラグや口金等は、次々と磨棒鋼よりCH鋼線に切換わっていった。
そしてもう一つの問題は、鉛公害に対する懸念が使用量拡大に水を差したのであった。鋼の被削性を向上させるには鉛が最も適しており、様々な特殊鋼に用いられる様になったが、製鋼上の鉛公害対策もさる事ながら、切削時や熱間鍛造時に流出する鉛にも神経を尖がらせるようになった。ちょうどこの当時以降、産業の発展に伴って発生した歪みがクローズアップされ、人体や自然環境を破壊するような公害に対する規制が強化された。企業にとって、公害対策が最重点の課題となっていった。
この結果、自動車生産量は全く衰える事なく伸び続けていったにもかかわらず、磨棒鋼の使用原単位は低下し始め、昭和48年秋に第一次オイルショックという大事件が発生したこともあるが、成長の勢いは止まったのである。逆にCH鋼線はこれにより昭和50年代の後半まで、磨棒鋼や熱間鍛造棒鋼からの切り替え需要もあり自動車の伸び率を上回る勢いで伸びたのである。
今振り返って見ると、磨棒鋼の需要はこの頃を境にして以降は、景気の好・不況の状況で増減はあるものの、大きな転換期を迎えたのである
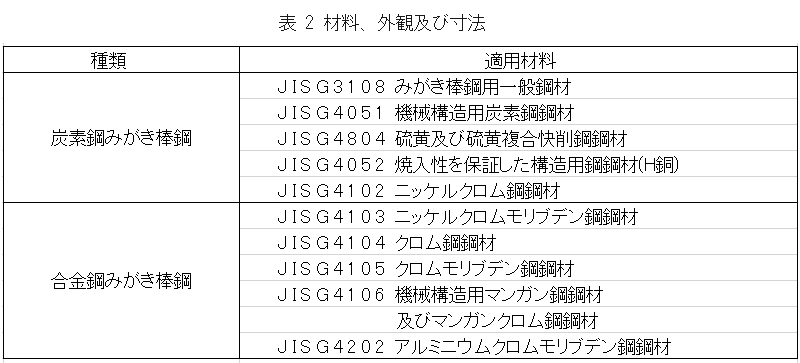
2.材料、外観及び寸法
JIS G3123(みがき棒鋼)によれば、磨棒鋼の使用する材料は(表2)に適合したものを用い、その外観は「まっすぐでねじれがなく、各部の断面形状が正しく、表面は滑らかで、使用上有害な欠点があってはならない」と規定されている。
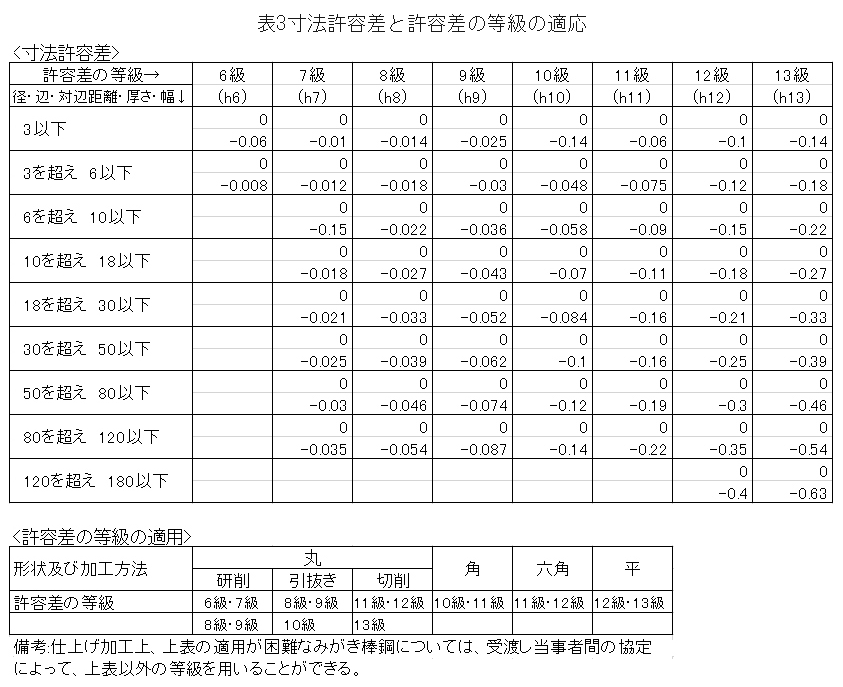
また、寸法許容差及び許容差の等級については(表3)のとおり定められている。
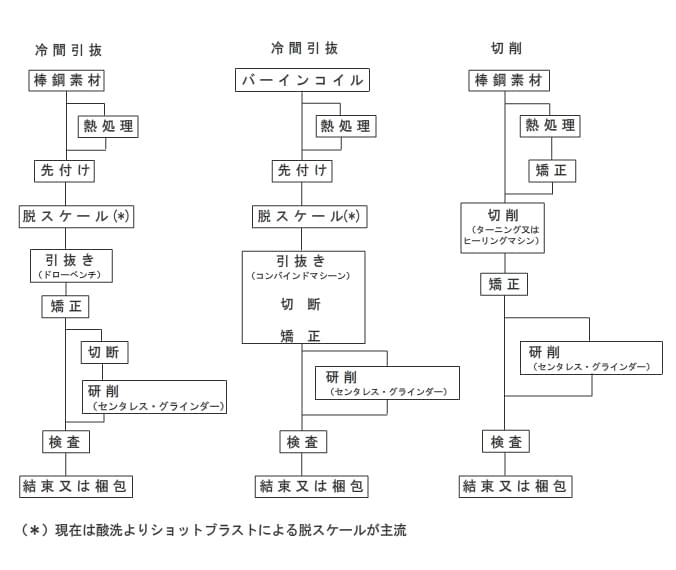
3.製造方法
磨棒鋼は、冷間引き抜き、研削(センターレス・グラインデング)、 切削(ピーリング、バターニング)、またはこれらの組み合わせにより製造する。なお、最終製品の要求品質や加工上の必要性から、焼きなまし、焼きならし、焼入、焼戻しなどの熱処理を施すこともある。

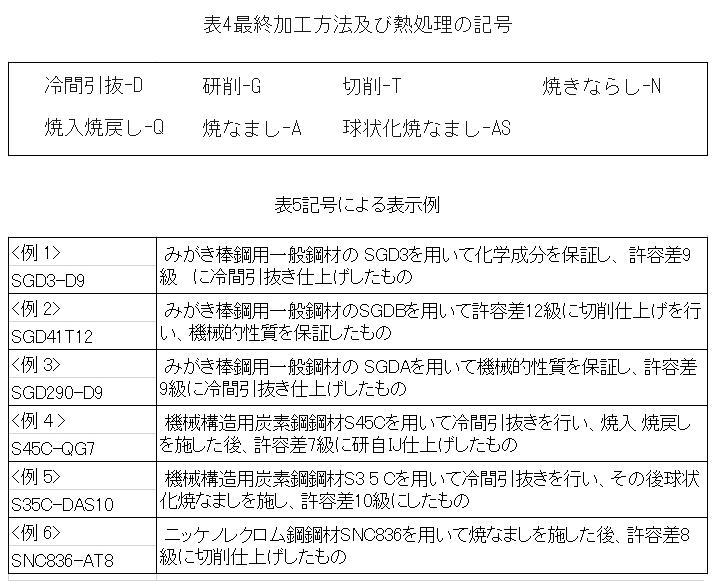
またJISでは、磨棒鋼の加工履歴を明らかにするために、最終加工方法及び熱処理の記号を定め、更に許容差の等級を付して表示することが規定されている。(表 4-5参照)
4.用途
このように製造された磨棒鋼の用途は次の4つに大別することが出来る。
- 表面の精度となめらかさ、真直性を活用して、シャフ卜類に使用。
・一般産業機械、建設機械等のシリンダーシャフト、省力機械等のガイドレール、織機や電機等の軸類や伝導シャフ卜 - 同じく鏡面肌を利用して曲げ加工、メッキ等を施し、種々のフレームに用いる。
・自転車、自動車、家電等の部品 - 表面の精度や形状、真直性を活用し、旋盤や切削加工して製造する部品(特に、被削性を向上するために、硫黄や鉛等を添加した鋼材を用いる場合が多い。)
・自動車や電機等の部品 - 表面の精度や形状を活用し、精密切断をした後、熱処理(焼鈍)や潤滑被膜処理を施して、冷間鍛造用の素形材として利用するもの。
・主に自動車用部品
以上が磨棒鋼の主な用途であるが、やはり前述のように産業構造の変化に伴って、その用途も変化している。さらに、成熟商品と言われて久しく、かつて幾度かの不況に遭遇したが、概ね右上がりの成長に助けられ、即ち量の拡大とそれに伴う生産性の向上により切り抜けてきた。
5.むすび
しかし今後は、量的拡大による経営維持は期待できず、かつてない厳しい状況に立たされていると言っても過言ではない。 特に素材メーカーサイドからは、精密圧延材、熱処理省略材、非調質鋼等の開発にみられる様に、川下へ展開する事によって付加価値を向上させ、更に部品メーカーサイドでは、特に量産部品においては、それらの工程省略材を利用して、コスト削減を図る動きも見られる。
また、大手需要家の集中購買材の増加傾向、特に中部地区では約半数が集中購買による取り引きになっている。しかしこの様な取り引きが始まって以来、様々な歪みが生じており、今後の動向が注目される。更に問題点を列挙するならば、円高に伴う海外への工場シフト(空洞化現象)の傾向に一段と拍車がかかっている事、また現状の需要量の約 2倍の生産能力(過剰設備)への対策、労務問題に目を向ければ、長期的に労働需給の逼迫と、時間短縮問題、環境保全の問題等がある。
以上の様な問題点を的確に把握し、産業界全体の構造的変化に正しく対処する事が重要である。そしてこれらの問題点を解決するためには、業界全体がよく理解し合い、過剰供給の調整を実施し、量から質への転換と同時に高付加価値化を進める事、更には自社の長所または強い点をより一層伸ばすべく技術開発や新製品の開発に努力し、他分野からも侵される事のないそれぞれが個性ある強い企業体質を作り上げる事が肝要である。
磨棒鋼業界の各社は今厳しいリストラクチャリングを個々に断行しながら、業界内のより一層の協調体制の維持を図り、情報の交換や、雇用調整助成金制度等の政府施策の有効活用や、関係諸官庁の指導を得、また素材メーカーや需要家とは、より一層のコミュニケーションを図り、当業界に対する理解と協力を得、現在進行しつつある構造変化に対処、再構築が出来るならば新たな磨棒鋼業界の発展が拓けて来ると確信している。
元日本磨棒鋼工業組合理事長 宮崎 薫
(執筆協力会社 : 宮崎精鋼株式会社)